


توضیحات
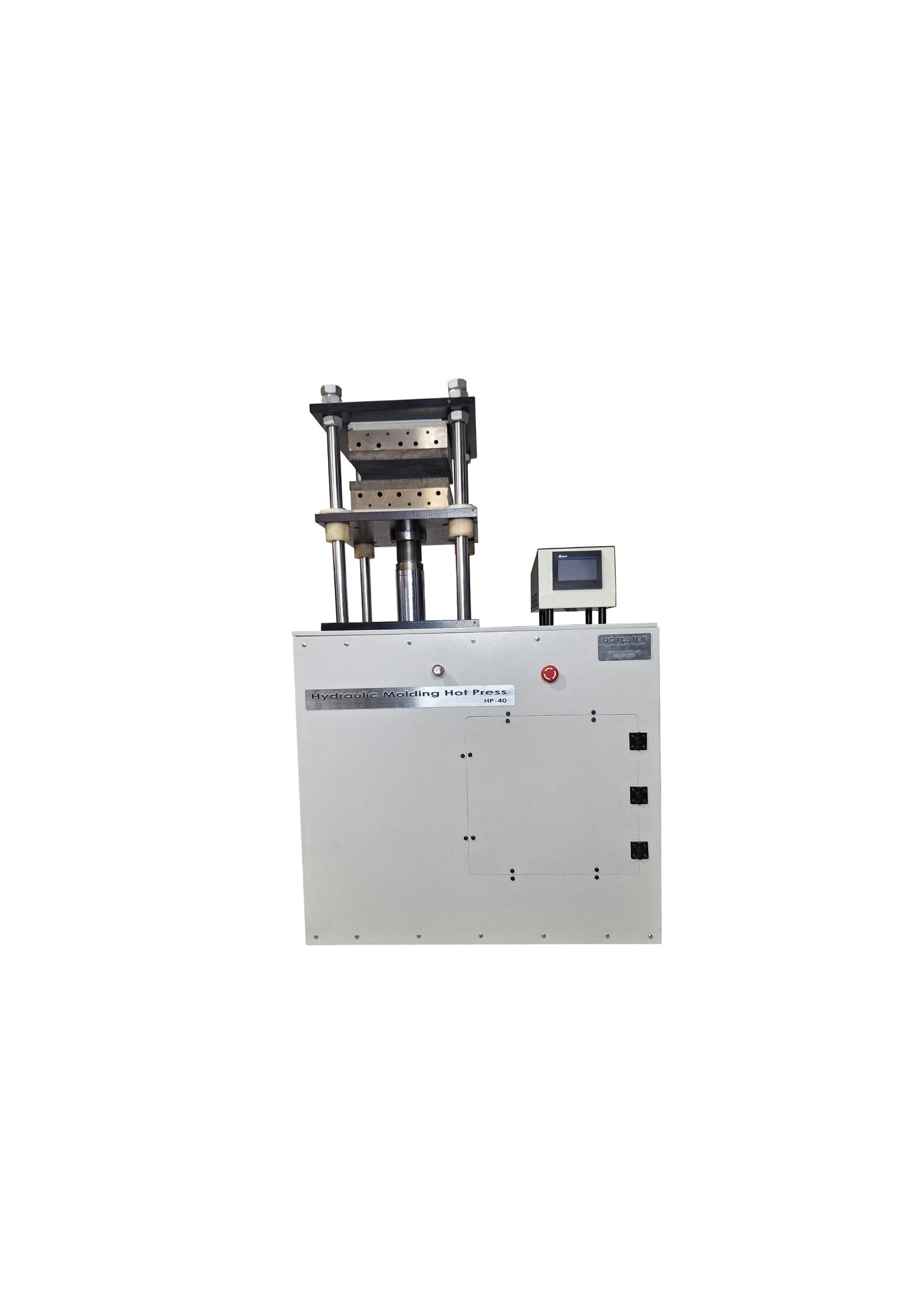
شیت ساز به روش پرس گرم اتوماتیک 40 تن
قالبگیری فشاری (به انگلیسی: Compression molding) یکی از روشهای قالبگیری که در آن بهطور کلی ابتدا مواد مورد نظر پیش گرم شده و سپس درون حفره قالب قرار داده میشوند. فک بالایی قالب همراه با فشار زیاد بسته میشود، این فشار مواد را مجبور میکند تا با همه سطح قالب در تماس باشند.
همچنین ترکیب گرما و فشار همزمان کمک میکند تا مواد به آرامی سرد شده و کیفیت محصول خروجی بهتر باشد. در این فرایند معمولاً از رزینهای ترموست به صورت پودر، لایهای، ساچمه یا پیش فرم استفاده میشود.
ریختهگری فشاری یک روش حجم بالا و فشار بالایی است که مناسب برای ریختهگریهای پیچیده و همچنین بهبود فایبرگلاسهای استحکام بالاست.
همچنین کامپوزیتهای پیشرفته ترموپلاستیک نیز میتوانند به صورت نوار نوار شده، پارچههای بافته شده یا رشتههای قطعه قطعه شده به روش فشاری ریختهگری شوند، البته در اکثر مواقع از این روش برای مواد ترموست استفاده میشود.
از مزایای این روش میتوان به توانایی ریختهگری قطعات بزرگ اشاره کرد همچنین نسبت به روشهای ریختهگری تزریقی و ریختهگری انتقالی قیمت پایینتری دارد. از دیگر مزایای شیت ساز اتوماتیک اتلاف ماده مصرفی بعد از قالب ریزی است که این مزیت وقتی ماده ریختهگری شده گران باشد اهمیت خود را نشان میدهد.
اگرچه روش ریختهگری فشاری مواد با استحکام پایین تولید میکند ، کنترل مقدار اضافات در آن دشوار است و برای موارد خاصی مناسب است، خط جوش کمتر در محصول نهایی در مقایسه با روش تزریقی قابل توجه میباشد.
جنس مواد
جنس اغلب موادی که با این روش قالب ریزی میشوند شامل: سیستمهای رزین فایبرگلاس پلی استر (SMC/BMC)، تورلون، وسپل، پلی (پی_پلینین سولفاید) (PPS) و بسیاری از مواد (PEEK (Polyether ether ketone
ریختهگری فشاری در ابتدا برای قالب ریزی قطعات کامپوزیتی جایگزین فلز طراحی و توسعه پیدا کرد.
روش شیت ساز اتوماتیک به صورت گسترده در تولید قطعات خودرو مانند کاپوتهای ماشین، گلگیرها و همچنین قطعات کوچکتر و پیچیدهتر استفاده میشود.
به این صورت که مواد داخل قالب قرار میگیرند، صفحات گرم قالب توسط جکهای هیدرولیکی بسته میشوند (در دو گونه صفحهای و حجمی) مواد توسط فشار و گرما تغییر شکل داده و شکل قالب را به خود میگیرند، در آخر بخشهای اضافی مانند پلیسهها بعد از مرحله خنک شدن بریده شده و قطعه نهایی آماده میشود.
در روش ریختهگری فشاری ۶ ملاحظه مهم وجود دارد که یک مهندس باید در نظر داشته باشد:
اندازهگیری مقدار مناسب مواد
اندازهگیری کمترین مقدار انرژی برای گرم کردن مواد
اندازهگیری کمترین زمان مورد نیاز برای گرم کردن مواد
پیدا کردن روش گرمایش مناسب
پیشبینی نیروها و نیروی مورد نیاز برای پخش مواد در کل قالب
طراحی سیستم خنککننده سریع در قالب پس از قالب گیری
ویژگی اصلی این فرایند استفاده از مواد گرما سخت یا ترموست به عنوان ماده خام میباشد، این ترموستها میتوانند در اشکال پریفورم یا گرانول مورد استفاده قرار گیرند.
در این روش بر خلاف خیلی از روشها مواد پیش گرم و قبل از قالب ریزی قابل اندازهگیری هستند و این کمک بسیاری زیادی میکند که اضافات به مقدار چشمگیری کاهش پیدا کنند.
به عنوان یک نکته در نظر بگیرید که قالب را طوری طراحی کنید که مشکلی برای خروج قطعه از قالب نباشد، اصطلاحاً سطوح undercut نداشته باشید، از دیگر ویژگیهای این دستگاه شیت ساز اتوماتیک میتوان به عمر بالای آنها اشاره کرد.
مراحل کلی فرایند
۱. قالب را تمیز میکنیم و مواد آزاد کننده را درون قالب میریزیم.
۲. قالب را شارژ میکنیم.
۳. قالب توسط پرس هیدرولیک بسته میشود.
۴. مرحله تنفس قالب به این شرح که قبل از بسته شدن قالب آن را کمی بازمیگذاریم تا گازهای محبوس خارج شود.
۵. حرارت و فشار اعمال شده تا مواد داخل قالب با همهٔ سطح قالب در تماس باشند.
۶. قطعه را از قالب خارج کرده و در فیکسچر سرد میکنیم.
۷. در آخر اضافات و پلیسهها را میبریم.
مزایا
۱. هزینه تمام شده این روش نسبت به روشهای دیگر بسیار کمتر است.
۲. ضایعات تولیدی در این روش به دلیل نبود راهگاه و کانال هدایت مواد بسیار کمتر از دیگر روش هاست
۳. این روش میتواند به صورت اتوماتیک یا دستی انجام گیرد.
۴. محصول تولید شده کامل است و دیگر نیاز به پرداخت ندارد.
۵. قطعه دارای انسجام و یک پارچگی از لحاظ چگالی مواد میباشد.
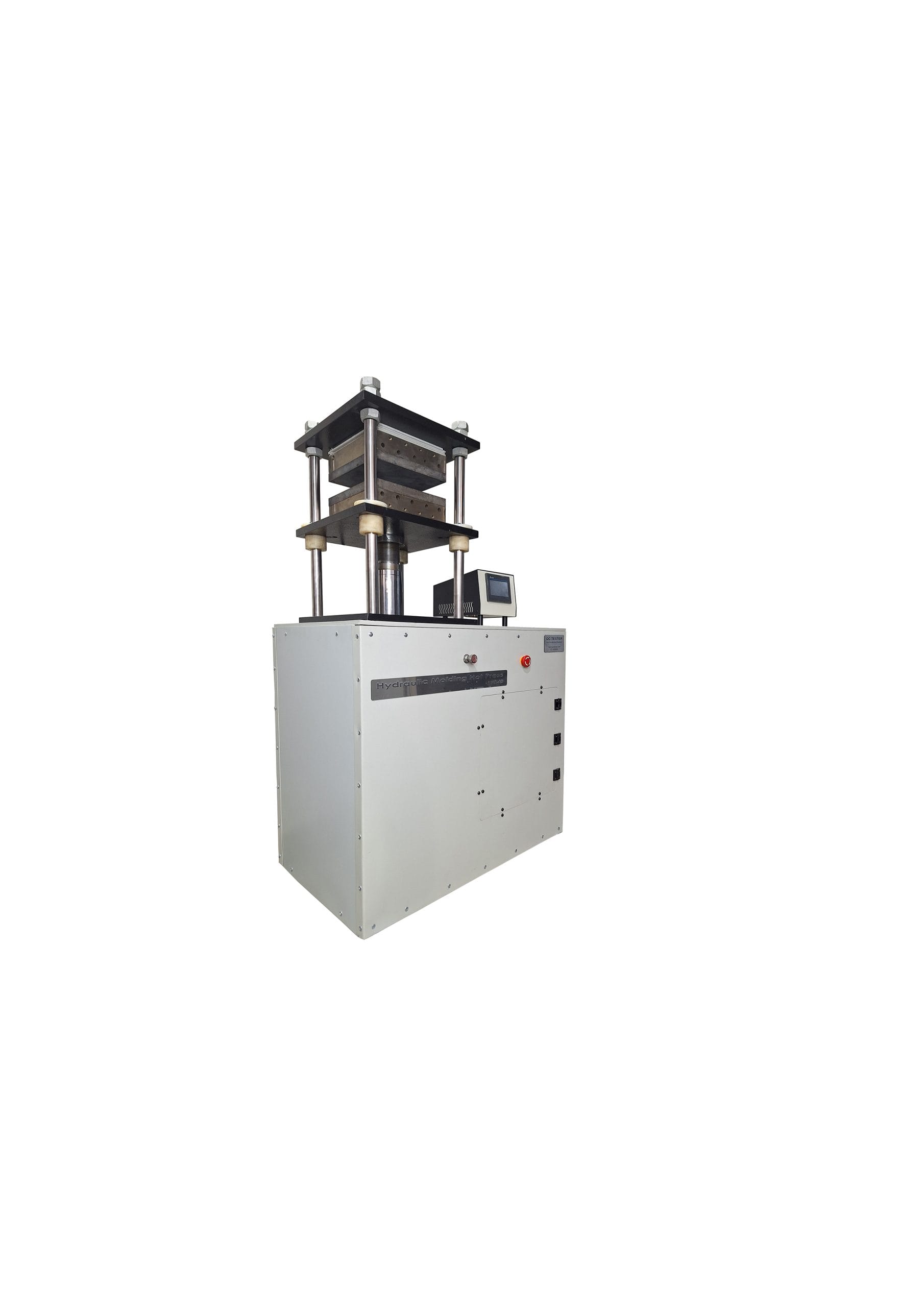
۶. قطعات طویل مانند تصویر دوم به راحتی با این روش تولید میشوند.
۷. ساییدگی در قالب کم و در نتیجه عمر این قالبها بالاست.

دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.